Coater, Doctor and Creping blades by ANDRITZ Bonetti
It is a classic win-win situation. With the acquisition of Italian doctor, crepe, and coater blade manufacturer Bonetti, ANDRITZ closes a gap in its service offering and thus strengthens its aftermarket business. At the same time, ANDRITZ's global presence helps Bonetti to grow and increase its market share.
The Bonetti Group has been active in the paper industry for over 50 years. It manufactures blades and blade holder systems for paper, board, and tissue machines. Bonetti manufactures blades made of metals, glass and carbon fibers for doctoring (removing water and dirt from rolls), coating and creping (in tissue applications).
Bonetti products are known in the market for their quality. Two core products are Doctor Blades and Creping Blades
Doctor blades with better sheet and dirt removal results
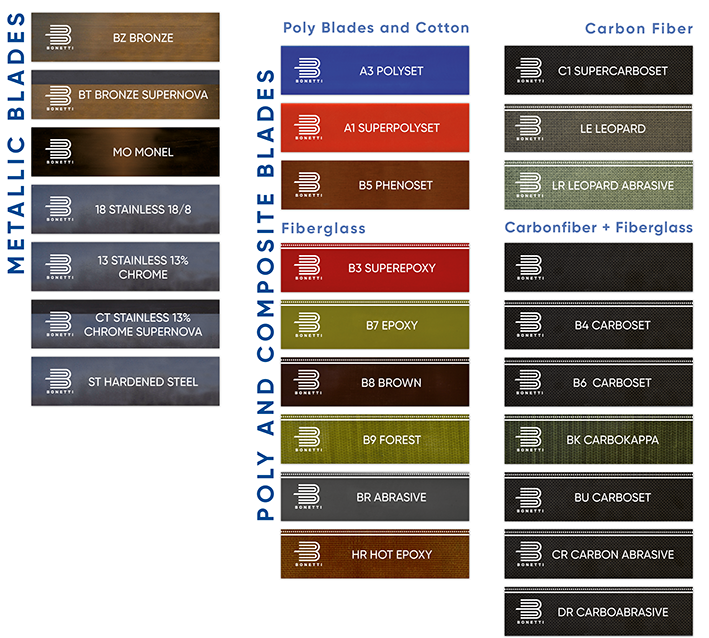
Most commonly used bevel angle is 30 degrees. We refer to the setting angle as the one you can measure when the blade is new. It will change during operation. When the geometry is compromised the doctor blade must be changed. The sharper the setting angle is, the better cleaning action you get. Doctor blades are offered in varios material for each application:
Creping blades
Main advantages of Coated Tip Creping Blades
Usage of coated tip creping blades has widely spread lately throughout the Tissue paper industry worldwide, due to certain advantages paper makers are looking for, such as:
- Stable creping quality due to the slow wear of the blade contact area
- Better softness
- Lower dust level
- High levels of efficiency
- Reduced breaks
- Little appearance and slow development of chatter
- Less blade vibrations
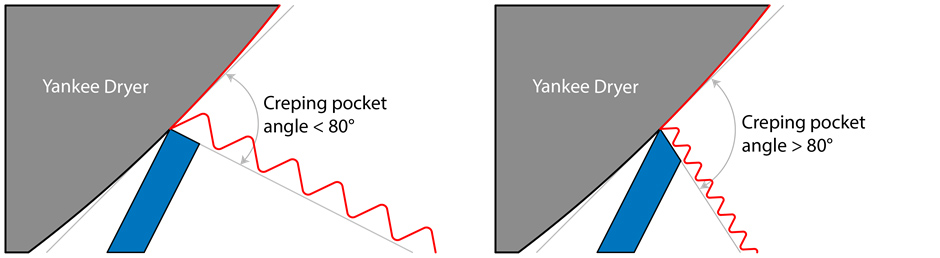
Looking at the pure mechanical formation of the crepe process, the pocket angle is one of the key factors to achieve consistency in the finished crepe product. The slower wear rate of the Coated Tip Creping blades guarantees consistency of the pocket angle during the life of the blade and therefore a more stable finished creped over time.
Below, show that a pocket angle < 80° is ideal for obtaining higher bulk and lower handfeel, while a pocket angle > 80° is ideal for obtaining lower bulk and high softness.

Issue 3/2022
EMEA
- Coater, doctor and crepping blades by ANDRITZ Bonetti
- High savings potential for packaging gap formers
- Modular Maintenance – Make your recurring problems history
- How to save hard cash with a system audit
- Raise the bar on safety, while improving threading efficiency
- Bar-Tec UTwist - You can have your cake and eat it too